
1) in general, under what conditions might a firm favor a level production plan over a chase plan? A chase production plan over a level plan?
Save your time - order a paper!
Get your paper written from scratch within the tight deadline. Our service is a reliable solution to all your troubles. Place an order on any task and we will take care of it. You won’t have to worry about the quality and deadlines
Order Paper Now2) The just-in-time (JIT) movement has long argued that firms should:
- Maximize their process flexibility so that ordering costs are minimal.
- Stabilize demand levels.
- Shrink lead times as much as possible.
- Assign much higher holding costs to inventory than has traditionally been the case.
Using the economic order quantity (EOQ) and reorder point (ROP) formulas, explain how such efforts would be consistent with JIT’s push for lower inventory levels
* READING MATERIAL ATTACHED BELOW FOR QUESTION 2
A major limitation of the EOQ model is that it considers the impact on costs for only a single firm. No consideration is given to how orderquantity decisions for one firm affect other members of the supply chain. Therefore, even though the EOQ minimizes costs for a particularfirm, it can cause problems for other partners and may actually increase overall supply chain costs. An example of this is the bullwhip effect.5APICS defines the bullwhip effect as “an extreme change in the supply position upstream in a supply chain generated by a small change indemand downstream in the supply chain.â€6
Bullwhip effect
According to APICS, “an extreme change in the supply position upstream in a supply chain generated by a small change in demanddownstream in the supply chain.â€
To illustrate, suppose the ABC plant makes pool cleaners that are sold through six distributors. The distributors have similar demand patternsand identical EOQ and ROP quantities:

Figure 11.12 shows the results of a simulation covering 50 weeks of simulated demand across the six distributors. Even though total weekly demand across the six distributors ranged from 2,331 to 3,641, the quantities ordered by the distributors to be shipped from the plant rangedfrom 0 to 7,500 in any one week.
5Hau L. Lee, V. Padmanabhan, and S. Whang, “The Bullwhip Effect in Supply Chain,†Sloan Management Review 38, no. 3 (Spring 1997): 70–77.
6Definition of Bullwhip Effect in J. H. Blackstone, ed., APICS Dictionary, 14th ed. (Chicago, IL: APICS, 2013). Reprinted by permission.
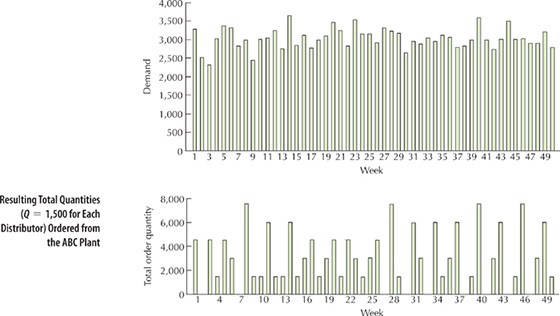
FIGURE 11.12 Total Demand across the Six Distributors
What causes this? Quite simply, if a distributor reaches its reorder point, it places a large order. Otherwise, it does nothing. Therefore, a single-unit change in demand may determine whether a distributor places an order. So even though the distributors may be following goodinventory practice by ordering in quantities of 1,500, the impact on the supply chain is to increase demand variability at the plant. Ultimately,this demand variability will drive up costs at the plant, which will then be forced to pass on at least some of these costs to the distributors.
In order to reduce the bullwhip effect, many supply chain partners are working together to reduce order quantities by removing volumediscount incentives and reducing ordering costs. Figure 11.13 shows, for example, what the quantities ordered from the plant would look likeif order quantities were cut in half, to 750. Now the orders range from 750 to 4,500; this is not perfect, but it’s a big improvement over whatthe range was before.
Inventory Positioning
Managers must decide where in the supply chain to hold inventory. In general, the decision about where to position inventory is based on twogeneral truths:
1. The cost and value of inventory increase as materials move down the supply chain.
2. The flexibility of inventory decreases as materials move down the supply chain.
That is, as materials work their way through the supply chain, they are transformed, packaged, and moved closer to their final destination. Allthese activities add both cost and value. Take breakfast cereal, for example. By the time it reaches the stores, cereal has gone through such asignificant transformation and repackaging that it appears to have little in common with the basic materials that went into it. But the valueadded goes beyond transformation and packaging; it includes location as well. A product that is in stock and available immediately is alwaysworth more to the customer than the same product available later.
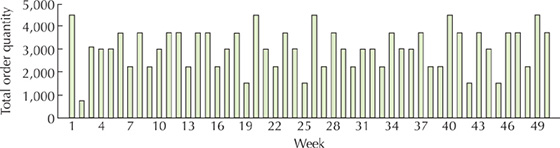
FIGURE 11.13 Resulting Total Quantities (Q = 750 for Each Distributor) Ordered from the ABCPlant
What keeps organizations from pushing inventory as far down the supply chain as possible? Cost, for one thing. By delaying thetransformation and movement of materials, organizations can postpone the related costs. Another reason for holding inventory back in thesupply chain is flexibility. Once materials have been transformed, packaged, and transported down the chain, reversing the process becomesvery difficult, if not impossible. Wheat that has been used to make a breakfast cereal cannot be changed into flour that is suitable for making acake. Likewise, repackaging shampoo into a different-sized container is impractical once it has been bottled. The same goes fortransportation: Repositioning goods from one location to another can be quite expensive, especially compared to the cost of delaying theirmovement until demand has become more certain. This loss of flexibility is a major reason materials are often held back in the supply chain.In short, supply chain managers are constantly trying to strike a balance between costs on the one hand and flexibility on the other indeciding where to position inventory.
EXAMPLE 11.9 Pooling Safety Stock at Boyer’s Department Store
An especially good case for holding back inventory can be made if an organization can hold all of its safety stock in a single centrallocation while still providing reasonably fast service to customers. This is one example of inventory pooling, in which several locationsshare safety stock inventories in order to lower overall holding costs. Suppose, for instance, that Boyer’s has eight stores in the Chicagoarea. Each store sells, on average, 10 ceiling fans a day. Suppose that the standard deviation of daily demand at each store is 3 (σd = 3) andthe average lead time from the fan manufacturer is 9 days, with a standard deviation of 2 days. We showed in Example 11.3 that tomaintain a 95% service level (z = 1.65), a store would need to maintain a safety stock of 55 fans. The total safety stock across all eightstores would therefore be 8*55 = 440 fans.
Do you need a similar assignment done for you from scratch? We have qualified writers to help you. We assure you an A+ quality paper that is free from plagiarism. Order now for an Amazing Discount!
Use Discount Code "Newclient" for a 15% Discount!
NB: We do not resell papers. Upon ordering, we do an original paper exclusively for you.

